
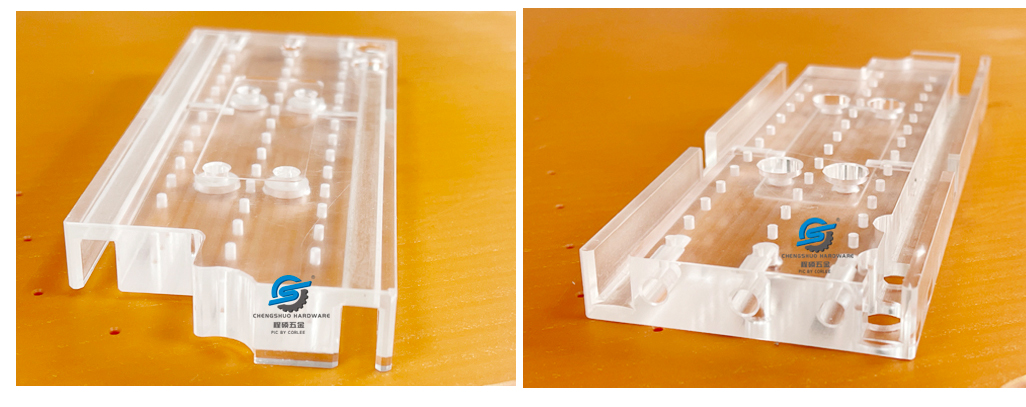
CNC-bearbetning av akrylprodukter kan uppnå mer komplexa strukturer, minska sprickor i akrylmaterialet underbearbetning, och uppfyller högprecisionskrav för produkter.
Polymetylmetakrylat (CH3│—[—CH2—C——]—│COOCH3) har goda omfattande mekaniska egenskaper, rankad bland de bästa bland allmänna plaster. Dess drag-, böj- och tryckhållfasthet är högre än polyolefin, och även högre än polystyren, polyvinylklorid, etc., men dess slagseghet är dålig. Men det är också något bättre än polystyren.fysiska egenskaper.
PMMA har hög mekanisk styrka: den relativa molekylmassan för PMMA är cirka 2 miljoner. Det är en långkedjig polymer, och kedjorna som bildar molekylen är mycket mjuka. Därför har PMMA relativt hög hållfasthet och är motståndskraftig mot sträckning och stötar. 7 till 18 gånger högre än vanligt glas. Det finns ett slags organiskt glas som har värmts upp och sträckts, där molekylsegmenten är ordnade på ett mycket ordnat sätt, vilket avsevärt förbättrar materialets seghet.
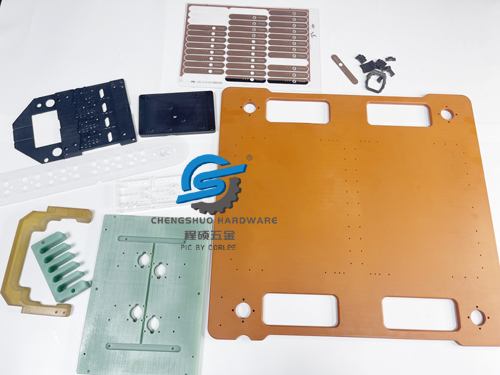
Akryl används ofta inom industrin för att producera och tillverka instrumentpaneler och lock, även för olika kirurgisk och medicinsk utrustning, hushållsartiklar: badrum, hantverk, kosmetika, fästen, akvarier, etc.
När du använder CNC för att bearbeta akrylprodukter, måste du vara uppmärksam på följande punkter:
1. CNCProgrammeringsdesign för akrylMaskinbearbetningBearbetning
För akryl (Polymetylmetakrylat, PMMA), bör produktens programmeringsdetaljer utformas efter produktens form, såsom verktygets matningshastighet och rotationshastighet underbearbetningbearbetning. Beroende på produktens faktiska form bör programmeringsprocessen och flödet optimeras för att minska destruktiviteten under bearbetningen.
När du använder CNCbearbetningakryl är det mycket viktigt att ställa in rätt matningshastighet. Om matningshastigheten är för hög kan PMMA gå sönder på grund av extremt skärtryck. Snabba matningshastigheter kan också få delar att flytta ut ur arbetsfixturen eller lämna defekter på delen; Långsamma matningshastigheter kan också ge felaktiga delar med grova, oavslutade ytor.

2. Urvalet av verktyg för akrylbearbetning måste vara lämpligt
Bearbetning av akrylskivor kräver användning av lämpliga verktyg. Beroende på verktygets form är vanliga verktyg bland annat pinnfräsar, kulskärare, planfräsar etc. Plattfräsen är lämplig för att skära och rengöra stora ytor, pinnfräsen är i form av en rät vinkel och är lämplig för bearbetning av kanterna på text och grafik, och kulnässkäraren är i form av en båge och är lämplig för att bearbeta mycket exakta mönster och kurvor.
Materialet i kniven är också viktigt. Till exempel skär höghastighetsstål akryl, men ger inte en bra ytfinish. Diamantverktyg kan förbättra ytfinishen men är mycket dyra. Hårdmetall är ofta det valda materialet för CNC-skärning av akryl.

För CNC-bearbetning av akryl rekommenderas även att använda en spånvinkel på 5 grader och en tilläggsvinkel på 2 grader
Förutom skärverktyget, måste också vara uppmärksam på skärdjupet, hastigheten etc. vid bearbetning av akrylprodukter för att säkerställa att strukturen på akrylråmaterialet inte skadas. Akryl är i allmänhet ett relativt ömtåligt material. Under CNC-skärning kan lämpliga verktyg och lämpligt skärdjup och hastighet undvika bearbetning av skrot orsakat av material som spricker eller glider. Vid kontinuerlig skärning är det nödvändigt att förstå verktygets faktiska bearbetningshastighet och djup, och försöka säkerställa att materialstrukturen inte skadas, såsom fragmentering, frånkoppling etc. Samtidigt bör man vara uppmärksam på att minimera värme och statisk elektricitet under bearbetningen.
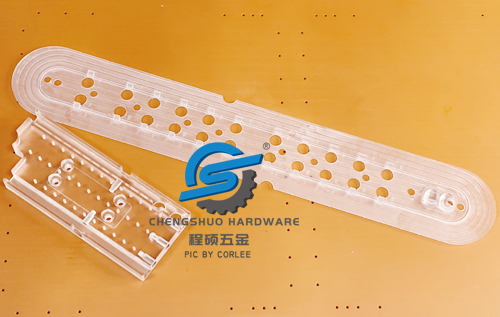
3. Använd rätt borr och avfasning
Se tilldeborr kan effektivt skapa hål i akryl genom att välja rätt borrmaterial. Hårdmetall är ett utmärkt val för borrning av akryl, och många tillverkare använder O-spår pinnfräsborrar speciellt utformade för att skära och borra akryl. Dessutom måste borrkronor hållas vassa, slöa borrkronor ger mindre än rena kanter och kan lätt leda till spänningssprickor och sprickor.
Vid CNC-bearbetning av akryl är det bäst att använda en fas med en borr. För att förhindra att borrkronan skadar komponenterna i akrylmaterialet måste den lutas nedåt längs en slät sluttning för att förhindra skador och säkerställa en slät yta.
Samtidigt måste skärdjupet och skärriktningen övervakas. CNC-verktygets rotationsriktning: vänster och höger, eller moturs och medurs, måste vara rimligt anpassad till produkten för att säkerställa noggrannheten i produktimplementeringen och designfunktionerna.
Posttid: 2024-jan-16